
- ▼橋永金属のアルミセンターレスの特徴
- ▼在庫表
- ▼メリット
- ▼採用事例
センターレス研削とは
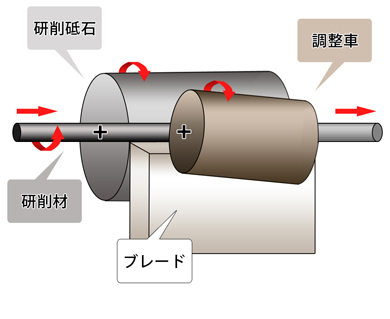
センターレス研削は、円筒状の材料を加工するために考案された加工法で、回転する二つの砥石とその間にある固定された支持刃(ブレード)で材料を広範囲に支えるため、センター支持の必要がなく高剛性、高能率、高精度の加工が出来る、優れた加工法です。
センターレス研削にはインフィールド研削(停止研削)とスルフィード研削(通し送り研削)という研削方式があり、当社ではスルフィード研削により長尺材の加工を行っています。この方式は研削砥石と調整砥石とブレードの位置を設定寸法に固定します。機械の入り口側から加工する材料を挿入すると、砥石軸に対して傾けられた調整砥石により回転と送りを制御されて機械への出口側へと自動的に排出され加工が完了するので、材料自動供給装置と組み合わせれば、砥石軸よりはるかに長い円筒状の材料を連続して加工することが出来ます。
センター支持がないため、パイプ、細径長尺材の加工も容易です。また砥石等の位置を固定しているため、繰り返しの誤差がなく、寸歩変化の要因は、砥石の磨耗や熱膨張が主なものになり、高精度の加工が可能です。研削砥石から材料に掛かる研削抵抗を幅広い調整砥石で受けるため高剛性で、まだ曲がりのない材料では調整砥石の回転を上げることで高回転が可能なため非常に高能率な研削が出来ます。
センターレス研削にはインフィールド研削(停止研削)とスルフィード研削(通し送り研削)という研削方式があり、当社ではスルフィード研削により長尺材の加工を行っています。この方式は研削砥石と調整砥石とブレードの位置を設定寸法に固定します。機械の入り口側から加工する材料を挿入すると、砥石軸に対して傾けられた調整砥石により回転と送りを制御されて機械への出口側へと自動的に排出され加工が完了するので、材料自動供給装置と組み合わせれば、砥石軸よりはるかに長い円筒状の材料を連続して加工することが出来ます。
センター支持がないため、パイプ、細径長尺材の加工も容易です。また砥石等の位置を固定しているため、繰り返しの誤差がなく、寸歩変化の要因は、砥石の磨耗や熱膨張が主なものになり、高精度の加工が可能です。研削砥石から材料に掛かる研削抵抗を幅広い調整砥石で受けるため高剛性で、まだ曲がりのない材料では調整砥石の回転を上げることで高回転が可能なため非常に高能率な研削が出来ます。
センターレス研削の構成要素
- 1) センター支持がない
-
長尺材料、パイプ材、切削加工品の加工ができる
加工機を選ばない - 2) 材料をブレードと調整車で広範囲に支え幅の広い研削砥石で加工を行う
-
研削抵抗による"たわみ""歪み"が無く高精度に保つ事が出来る
- 3) 調整車軸心と素材軸心傾きにより軸方向分力(推力)により材料の送り、回転、研削が同時に行われる
-
移動供給装置と組み合わせることにより量産が出来、高い作業能率が得られる
- 4) 研削砥石と調整車、ブレードの位置が固定された状態で加工される
-
繰り返し加工の誤差が少なく、連続しているために熱膨張の誤差も少なく高い精度を維持できる
橋永金属のアルミセンターレスの特徴
① 精度事例
- 材料寸法・公差
 12.4×2500 +0/-0.006
12.4×2500 +0/-0.006 - ave12.391 R=0.004 Cpk1.55
- 真円度 0.5~0.6μm(実測値)
- 曲がり 1~2μm/100mm(実測値)
② 在庫
- A2017・A6061・A7075の3品種について在庫を保有しています。
- 短納期でお届けします。試作としても手軽にお試しください。
③ 表面肌
- ラセンキズが無くきれいな仕上がりです。
- 表面を重要視する外観製品にも対応可能です。
④ 量産対応
- 素材メーカーとタイアップした作りこみを行っています。
- トン単位の量産にも対応いたします。下記の実績あり。
- A2017B-T3 2.9×2500 1トン/月
- A6061B-T8 12.4×2500 8トン/月
在庫表
■寸法公差は、JIS B 0401常用するはめあいh7公差を標準としています。
| A2017B-T4 | A6061B-T6 | A6061B-T8 | A7075B-T6511 |
|---|---|---|---|
メリット
■アルミセンターレス研削素材のメリットを、素材面、加工面で比較を行いました。
| 素材比較 | 加工比較 | ||||||
|---|---|---|---|---|---|---|---|
| 材料 | 外径 バラツキ |
真円度 | 曲がり | 価格 | 加工歩留り | 検査工程 | 加工タクト |
| アルミセンターレス 研削材料 |
 |
|
|
 費用が必要 |
|
|
|
| 押出材・引抜材 | |
|
|
|
|
|
|
採用事例
| 分野 | 品名 | 数量 | 仕様 | 用途 |
|---|---|---|---|---|
| 自動車 | A6061B-T8 |
18,000kg/月 | 外径 +0/-0.006 曲がり 0.004/100以下 |
ミッション部品 |
| 二輪 | A2017B-T3 |
2,000kg/月 | 外径 +0/-0.006 曲がり 0.004/100以下 |
キャブレター部品 |
| 自動車 | A6061B-T6 |
300kg/ロット | 外径 +0/-0.02 | 自動車エアコン部品 |
| 歯科医療 | A6061B-6 |
30本/ロット | 外径 h7 | 歯科医療機器 |
| 産業機械 | A7075B-T6511 |
4本/ロット | 外径 -0.006/-0.017 | シリンダー部品 |
| 自動車 | A7075B-T6511 |
30本/ロット | 外径 +0/-0.03 | 自動車検査用機器部品 |
| 産業機械 | A2017B-T4 |
5本/ロット | 外径 h7 | 機械部品 ピン・シャフト |
| A2017B-T4 |
50kg~100kg/ロット | 外径 h7 | 機械部品 | |
| 産業機械 | A6061B-T6 A5052B-H |
200kg/ロット | 外径 +0/-0.02 | 精密機械部品 |
| 医療機器 | A5056T-H |
各800本/ロット | 外径 +0/-0.03 表面祖度 3.2S以下 |
医療機器 |
| その他分野 | YH75 |
400kg/ロット | 釣り具リール | |
| AMS4117 (A6061相当) |
数本 |
※他にも多数実績有